以下為工件所接觸的齒數選擇的參考指南,它有一(yī)個理想的最多齒(chǐ)數和最少齒數。
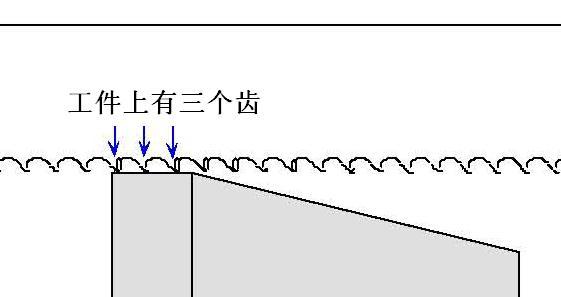
3齒原則: 任何時間與工件(jiàn)接觸的齒數應不少(shǎo)於三個齒。因為可以減少(shǎo)每個(gè)齒的負荷,減少掉齒,減少拉齒。
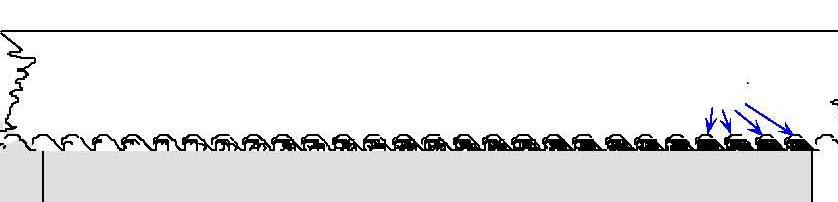
24齒原則:任何時間與工件接觸的齒數(shù)應不(bú)多於24個齒。因為可以減少齒槽的負荷,以及帶鋸的偏擺。齒槽負荷過(guò)大將造成各種各樣的問題,包括齒的(de)剝離、鋸切形狀(zhuàng)彎曲(qǔ)、掉齒(chǐ),以及鋸帶斷(duàn)裂。鋸(jù)帶的偏擺將造成鋸切的(de)位置變動以及彎曲,造成鋸帶的斷裂。
選擇3-24齒之間的齒數(shù),將產生形狀(zhuàng)很(hěn)好的切削以及延長鋸(jù)帶的壽命!
下表提供(gòng)了常(cháng)用齒數適用的材料最大尺寸和最小尺寸,在實際運用可以根據情況做進一步調整。
| 齒距 |
平均每英寸的齒數 (個(gè)/英寸) |
最小(xiǎo)橫截麵長(mm) 3齒原則 |
最大的橫截麵長度(mm) 24齒原則 |
| 2/3 | 2.5 | 30.48 | 243.84 |
| 3 | 3 | 25.4 | 203.2 |
| 3/4 | 3.5 | 20.32 | 175.26 |
| 3/5 | 4 | 19.05 | 152.4 |
| 4 | 4 | 19.05 | 152.4 |
| 4/6 | 5 | 15.24 | 121.92 |
| 6 | 6 | 12.7 | 101.6 |
| 5/8 | 6.5 | 11.684 | 3.98 |
| 8 | 8 | 9.525 | 76.2 |
| 6/10 | 8 | 9.525 | 76.2 |
| 10 | 10 | 7.62 | 60.96 |
| 8/12 | 10 | 7.62 | 60.96 |
如果鋸切某(mǒu)種特殊材(cái)料更換刀片並不那麽實際,可通過增加或減少帶鋸的給進速度,延伸該表的使用範圍。
通常會出現這樣(yàng)一種情況,需要鋸切(qiē)一根(gēn)很(hěn)寬(kuān)的金屬棒,而目前在鋸床上的鋸條鋸齒又比較小,那麽按正常的方法加工將會造成(chéng)鋸切時間長、鋸切形狀(zhuàng)改變、剝齒以及其他一係列問題。怎麽辦呢?我們可以讓工件傾斜一定的角度以減少停留在(zài)工件上的齒數。注意工件必須夾緊以防止鋸切時工件鬆動!
另一種情況就是如果用大齒距的鋸帶割很薄的鋼板,因為(wéi)過大(dà)的壓力(lì)使鋸(jù)條前進太快,那麽(me)就會拉齒而(ér)造成掉齒(chǐ)。 如何解決這個問題呢?我們可以減緩鋸條吃進的速度,如果切屑的形狀較(jiào)小則壓力較為適(shì)宜。